



CONTACT US
- Tel: 0451-86811687
- Contact person :Qu Jing
Zhang Xiaoguang - Address: No.17 Haping West Road, Haping Road Centralized Industrial Park Harbin Development Zone, Harbin, China



 <
>
<
> The Application Study of Domestic Flame Detecting System in 1000MW Ultra Super-critical Pressure Units with Tower Type Once-Through Boiler
WU Yong-cun, GAO Jin-rao
Abstract:The application of domestic flames detecting system of 1000MW ultra super-critical pressure unit in second-stage project (2×1000MW) of NingHai Power Plant is studied. Through document design, installation, commissioning, analysis and optimization, the goal is achieved in igniting of boiler for the first time. Practice has shown that domestic products can totally replace imported famous brands.
Key words: 1000MW ultra super-critical pressure unit; tower type once-through boiler; domestic flame detecting system; localization rate
Flame detection equipment is thermal power plant boiler furnace safety supervisory system (FSSS) whether the key equipment, its role in the process of boiler ignition start-up to full load operation, is used to determine the unit or the establishment of the burner flame in the hearth and extinguishing or fire and no fire. When the hearth fire or unit burner stall occurs, the fire detection system accurate action issued a warning signal to DCS system of the unit, the FSSS system based on signal logic judgment, whether interlocking protection action, to cut off the corresponding fuel system such as the coal feeder, mill, coal mill outlet sluice gate, fuel oil valve, oil return valve, Angle valve, purge valve, etc., and a fan, hot and cold running a wind isolation fuels such as the operation of the wind system, in order to prevent the accumulation of fuel in the hearth and was lit in exceptional cases caused by malignant boiler explosion accidents. Therefore, the reliability of fire detection equipment and detection accuracy can directly relates to whether the boiler safe and economic operation.
1 tower type once-through boiler combustion system structure and characteristic
Zhejiang guohua ninghai Power plant phase ii expansion of 2 x 1000 mw ultra-supercritical tower boiler Alstom Power
technology to be used by Shanghai boiler plant co., LTD., based on the characteristics of the engineering characteristics of coal combustion, steam parameters and related requirement, for the ultra supercritical parameter variable pressure spiral pipe coil dc furnace operation and a single reheat, single furnace tangential firing way, balanced ventilation, running layer above the open layout, solid slag discharge, all steel structure, full suspension structure (SG3091/27.56 - M54X), boiler outlet steam parameters of 27.46 MPa / 605/603 ℃.。
Boiler combustion system according to the medium speed mill positive pressure direct blowing pulverizing system design, configuration and 6 coal mill, the design of coal combustion, 5, 1 second. Each coal mill with two layers of coal burner, the exit 4 root pulverized coal pipe mill and in front of the burner with a 1 minute 2 distributor, is divided into eight pulverized coal pipe, into four Angle of pulverized coal burner of layer 2 nozzle, a total of 48 once-through burner arrangement points and 12 layer only in furnace bottom corners (every two pulverized coal nozzle for one Layer), the trend of four tangential combustion in the furnace. For managing and alternative fuel oil, in grinding B corresponding burners installed 8 sets of plasma ignition device, at the same time to 24 fuel igniter as backup, in the process of boiler start-up using plasma ignition can be through the directly ignited pulverized coal burner, the plasma ignition exit after the operation, the plasma ignition burner can be used as the main burner, boiler combustion organization
shall not be changed. Divided into three groups, each Angle burner are AB, CD, EF, groups and group of burner spacing is bigger
2 Selection, configuration and characteristics of the flame detector
2.1 Selection of the flame detector
According to the survey, most domestic 600 MW and above unit configuration import fire detection systems, such as FORNEY, ABB, COEN, DURAG, but many units can't along with the main system debugging progress in construction phase synchronization. What's more, the individual plant in commercial operation by the unit, a year later to normal operation, poses a huge threat to the boiler explosion, a serious violation of the "regulations of pulverized coal fired boiler in power plant furnace explosion". Investigate its reason, these products are not quality is bad, mainly is the inappropriate position of flame detector probe installation, adjustment difficulties or not during unit operation, causing the fire inspection is not "peep" is "leaking". Another important reason is that the agent service, and technical level to keep pace with the high cost of follow-up, a problem can't solve.
In fact, as early as in 2003 first phase of ninghai power plant 4 x 600 MW of new project phase, to import and domestic fire inspection conducted investigation and comparison, and successfully applied in ningxia electric four Π type furnace, after four years of operation, the effect is good. There is another important factor is the suizhong russian-made tower 2 x 800 MW boiler, the original design using a German famous brand products, but unable to normal operation, in the capital construction debugging phase turned to Harbin zhongneng flame detector, and has been used up to now. But in recent years, more and more power plants began to use domestic alternative or renovation of the flame detector. Therefore, cost-effective, low maintenance cost, easy to use, service in place in time, and have experience in the successful application of tower boiler, in millions of tower boiler and chose Harbin zhongneng ZHJZ - type IV series fire inspection of the company.
2.2 configuration of the flame detector
Based on the principle of design and features of tower boiler, boiler plant each corresponding fluctuation two mill coal burner, as long as in the upper set a flame detector, while the burner according to the corresponding Settings. Therefore, coal burner flame detector 24 set, burner flame detector 24 set, each furnace, a total of 48 sets of flame detector configuration.
Corresponding ZHJZ per boiler flame detecting system is configured to: an oil fire detection screen, a coal fire screen. Each screen of the flame detector contains three ZFDC - III - H case flame detector, each test case contains 2 road ZFDP fire - III - H power of the flame detector card a redundant (no interference), and 8 road ZFDZ - VIII processing card of flame detector, one of the coal fire control panel ZFDM - type I fire inspection communication card. In situ, oil fire inspection probe and coal fire inspection probe each 24, a cooling air system.
2.3 the characteristics of fire detection
ZHJZ-IV flame detector is a kind of indirect radiation and visible ray type flame detector apparatus. It’s a kind of double signals processing flame detector apparatus which utilizes the brightness of visible rays in the initial burning zone of burner, the dynamic change of combustion radiation rate, the pulsating frequency caused by change of flame shape to judge whether there is flame on or off..
For recognition from adjacent burner flame is a key problem for fire detection is "peeking", using the built-in frequency signal spectrum analysis and eight kinds of algorithm mode functions are combined, thus improve the ability to recognize, when real-time frequency and intensity are both higher than the threshold set, judged to be flame on ; On the contrary, judged to be flame off
But sometimes due to the influence of unmeant turmoil or “Black Dragon” during the combustion course, the intensity or frequency of flame is below the threshold. If to send the signal of flame off at this moment, it will increase the possibility of mistaken trip of Furnace Safeguard System. In order to avoid sending the signal of extinguishment and improve the reliability of flame detector apparatus, normal flame detector usually sets reverse delay from 1 second to 5 seconds. But it’s difficult to
determine the length of delay time, because delay time is too short causes error trip unavoidably, and delay time is too long also reduces the sensitive of protective level, even causes refusing to trip. It’s designed a delay mechanism with reverse-delay characteristics for the ZFD-02 intelligent flame detector processor, in order that the length of no-flame on delay time rests with the changing velocity of intensity and frequency before extinguishing flame on.
The length should be longer when the intensity and frequency drop under the threshold with high speed. Because there is enough energy to support the combustion in boil, and it can’t reach the real extinguished state. The delay time should be short to avoid refusing to move when the intensity and frequency drop to the threshold at low speed that means energy is not enough to support the combustion. Thus it improves the dependability and accuracy.
3 The main point of Installation and commissioning
3.1 key points of installation
The installation of flame detector probe is the key of the flame detection system can put good, because did not provide the installation drawing of boiler plant, according to the "boiler burner arrangement vertical view", "boiler burner each Angle longitudinal layout", "secondary air duct of boiler sections" for the design of the installation drawing, such as the boiler plant design personnel and confirm
3.2 The key points of commissioning
The commissioning test is divided into two stages, i.e. static commissioning test and dynamic commissioning test.
The static commissioning test denotes the commissioning test of the flame-detecting probe system prior to startup of the boiler. Dynamic commissioning test denotes the commissioning test of the flame-detecting inner parameter after the startup of the boiler.
Static debugging mainly includes the filling sequence of process card and identification of the flame detector is consistent with the design requirements, the input circuit test experiment, confirmed the output circuit wiring analog output signal strength, including flame fire signal, the fault signal of the flame detector, the correctness of the power supply fault alarm signal of the flame detector, etc. Electrical signals and power supply redundancy switching test condition test, signal simulation and the chamber of a stove or furnace flame radiation test
Dynamic debugging is according to the process from start to full load operation of boiler in critical condition, low load condition and dangerous conditions of real-time data collection, statistics, computing and processing. According to the combustion characteristics of each burner, accurately determine fire/no fire conditions, adjust the internal parameters of each flame detector to be the best test results, to ensure that during the running of the boiler in the hearth of an actual fire flame detector can correct operation, under normal operating conditions is not appear misoperation, output to the flame of DCS analog signal accurately。
4 Improve and optimize
4.1 The improvement of the flame detector cooling air system engineering scheme and logic optimization
Flame detector cooling air in the original design supplied by two sets of cooling fan, under normal circumstances a cooling fan operation, the other a cooling fan, when the mother flame detector cooling air pipe pressure is low (3.5 kPa), the delay time 2 s start another cooling fan, if the mother flame detector cooling air pipe pressure drops to low (2.8 kPa), further delay 60 s boiler MFT action. Considering the two cooling fan and the reliability of the reversing damper is not high, increased respectively from the left and right sides of a cold wind from mother flame detector cooling air pipe branch, every road cold wind pipe each have an electric isolation door, under the condition of normal electric isolation door closed. And increase the logic design: when the mother flame detector cooling air pipe pressure is low (3.5 kPa), the delay time 2 s start another cooling fan, if after 15 s to below 3.5 kPa, quickly open every road cold wind pipe of electric isolation door (by a fan running signal corresponding to the side), so that effectively guarantee the reliable operation of fire detection system, to avoid the because of "small defects" expand into boiler MFT accidents。
4.2 Furnace safeguard system logic scheme optimization
Ninghai power plant phase ii FSSS system whether two millions of units of boiler MFT logic design has 18 conditions, trigger conditions have four OFT protection action. One of the five conditions associated with fire detection signal directly, respectively is "loss of full furnace flame", "30 min after the boiler purge not ignition", "all of the boiler feed water pump tripping after the boiler ignition", "after ignition of the boiler feed water flow rate low", "oil gun three ignition failure", the importance of reliability and accuracy of the flame monitoring signals of visible. In the original logic and fully respect alstom
power plant pulverized coal fired boiler furnace explosion protection regulation DL/T435-2004, on the basis of the burner "fire" logic is optimized, which made the flame monitoring signals of each burner and the corresponding support as whether the burner ignition energy "fire" condition, then jump layer "fire" whether as correspond to the conditions of the coal mill or oil gun, layer "fire" signals into final judgment "loss" in full furnace flame conditions, fully embodies the prevent refusing action and avoid misoperation of logic control plan, ensure the safe operation of the equipment and the crew.
4.3 existing problem and settle methods during commissioning process
On June 10, 2009 # 6 in the fire detection system being debugged, found all the oil fire flame detector signal output is "1", and in fault state, and the coal fire detection system is normal. Through inspection found in turbine company with 1000 V shake table of oil tank insulation and ground checks flame detector, high voltage 1000 V through the loop sensor, signal caused by oil fire detection signal processing card is a signal output integrated circuit breakdown. Fortunately, timely find and stop, otherwise will cause further damage to the coal fire detection system. After clear if make insulation and grounding inspection, must take the following measures:
(1) close all the power of the flame detector card on the power switch;
(2) the fire inspection on air switches are placed in the open circuit state;
(3) use shall not be higher than 250 V shake table check can be carried out
5 success case
During commissioning stage , Two times MFT events happened because of lost of all flame, details are as follows.
5.1 First event
Briefly what happened: on March 3, 2009, 23 53 points, # 5 furnace boiler stop dosing process, due to the flame boiler MFT. Before MFT condition is: run A cross wind group, total air volume of 1450 t/h, B grinding plasma arc, 60 t/h coal, 51 ℃ outlet temperature, inlet air volume 140 t/h, entrance to A blast temperature 189 ℃; C after grinding coal gradually reduced to
40 t/h, oil gun is not cast, flame TV show burning smoke, hearth negative pressure fluctuated, C # 1, # 3 Angle when the flame detector, coal to 25 t/h is offline, full flame boiler MFT.
Cause analysis: due to the garden form coal cans not cap, a large number of wet coal into the original coal, the coal mill outlet temperature and moisture content is low (76 ℃), fire, difficult while B coal mill with air volume is too large, secondary air inlet air distribution is not reasonable. Another reason is because the tower B and C in furnace burner is not the same group, so the distance between B and C is too large, support combustion difficulties with each other, and no oil gun support. It is in the hearth of the above several comprehensive reasons caused the fire, the extinguish protection action correctly
5.2 second event
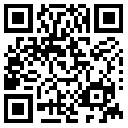
Briefly what happened: on September 2, 2009 at 43 points, 5 # 6 boiler MFT, generator column, steam turbine trip, the first passage for "complete loss of flame" MFT. Before MFT condition is: the 270 MW unit load, 6 b, 6 c, mill run, coal 121 t/h, furnace combustion conditions has been very good, bright flame flame TV, hearth negative pressure stability. But before the MFT 7 s, furnace suddenly dimmed, negative pressure wave to - 900 or so, then all fire loss and MFT
Cause analysis: small induced draft fan current during low load operation, two sets of induced draft fan running easily into the stall zone, lead to fan output change, cause the negative pressure wave. Another reason is that inside the furnace, the phenomenon of the dust, economizer exit flue dust accumulates dust will cause furnace negative pressure fluctuations. Thus, cause the hearth negative pressure fluctuations, lead to combustion instability, caused the loss of flame MFT. Industrial TV monitoring system through playback monitor TV detected plasma flame combustion, B layer 4 horns, 3 trumpets indeed successively, the phenomenon of the fire, so the action of the flame detector is correct。Flowing figure Industrial furnace flame TV figure compared with the flame monitoring signals of furnace negative pressure
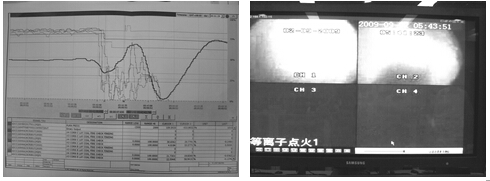
Fig. Industrial furnace flame TV figure compared with the flame monitoring signals of furnace negative pressure
Except Facts have proven that twice lost of all flame events is correct MFT, NingHai phase II two millions of units has never happened units error MFT and refused to MFT because of flame detector , for security, economic and stable operation of long period laid a solid foundation
6 Conclusion
National flame detector in ninghai phase ii the successful application of tower boiler of 1000 MW, with the national strength is strong, the rise of national industry, relying on scientific and technological innovation and technological progress, more and more domestic brands of product quality to catch up with or exceed into products, and relatively high cost performance and good quality of service. Engineering technical personnel in the equipment selection, not limited to import product quality must be better than domestic good old thinking, as long as after serious research, analysis and research, to further improve the localization rate of the equipment
。 □
Reference
[1] Harbin ZN Automation Equipment Co.,Ltd. 《ZHJZ-IV flame detector customer manual》 [Z].
[2] DL/T435-2004《code for the prevention of pulverized coal firing furnace explosions/implosions in power plant boilers》 [S].
[3] DL/T655-2006. 《code for acceptance test of furnace safeguard supervisory system in fossil fuel power plant》[S].
editor: JuChuan
Wu Yongcun (1965 -), male, soil, senior engineer. Zhejiang, 315612


Website: www. znhrb. com
E-mail :hys2404727@163.com
Contact person :He Yansong/+86-13945178230
QQ:1114224256/ skype: yansong he
 |
 |